











不同的整平機調試方法是相似的,下面就為大家介紹一些重要的一點:
1.啟動沖床連續沖壓時,給料機的速度必須順時針調整,滑塊運動稍慢,以便在滑塊來回移動時能看到尼龍墊片和長度微調螺釘。
2.接通電源試驗機前,檢查送料方向是否正確。
3.如果沖孔速度保持不變,進料距離需要從長到短,首先調整引導螺釘,減少浮桿下降距離,然后順時針調整螺釘,使進料與沖孔速度匹配。
4.調整材料框架和找平機與給料機之間的距離。根據沖孔速度和給料機的長度,適當調整距離。找平材料應順利進入給料機和模具
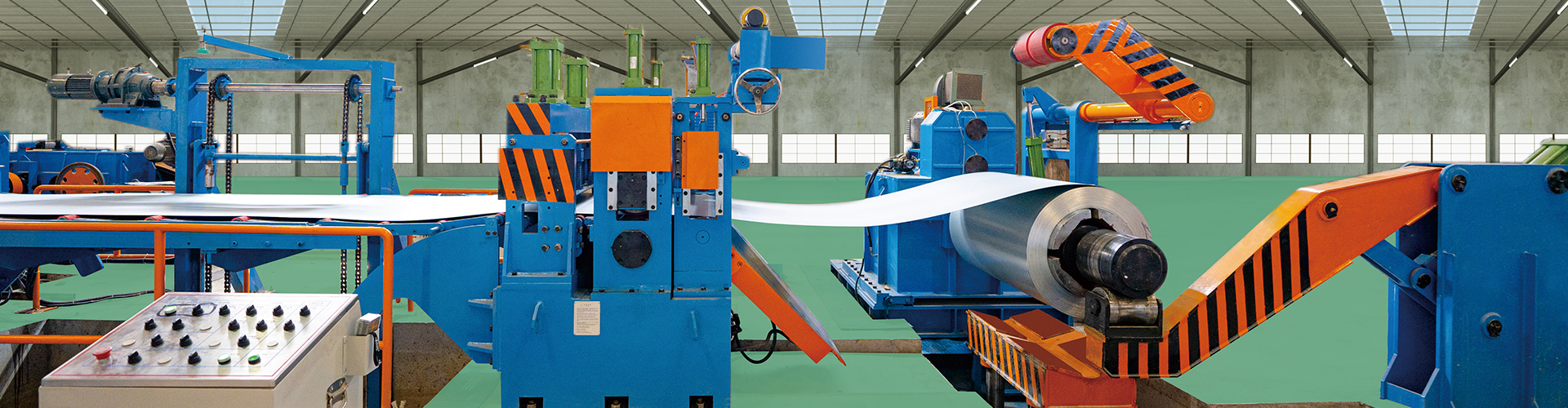
 校平機設置有上壓模和下壓模,其中上壓模固接在液壓缸的推桿上,液壓缸缸體固定在支撐架上,在上壓模和下壓模內各設置有獨立的冷卻水路,該冷卻水路的出口和入口分別位于上壓模或下壓模的上。校平機中間輥之間的中心距增大。能在快速淬火冷卻的同時,避免雜質對刀具或刀坯的侵蝕,從而保證刀具或刀坯的表面和硬度金相結構的品質,避免了冷卻油的污染。
校平機設置有上壓模和下壓模,其中上壓模固接在液壓缸的推桿上,液壓缸缸體固定在支撐架上,在上壓模和下壓模內各設置有獨立的冷卻水路,該冷卻水路的出口和入口分別位于上壓模或下壓模的上。校平機中間輥之間的中心距增大。能在快速淬火冷卻的同時,避免雜質對刀具或刀坯的侵蝕,從而保證刀具或刀坯的表面和硬度金相結構的品質,避免了冷卻油的污染。
掃一掃手機網站



 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com